Get Started
Ask our experts for demos, product recommendations, and deployment advice.
Centralized
Backup task management
Integrated
Veeam compatibility
Redundant
High-availability protection
Our all-flash Synology arrays work perfectly as a Veeam backup repository, and allow us to easily protect the machines that drive our company's operations.
Jim Rodgers, IT Security Architect, Mountville Mills
The Challenge
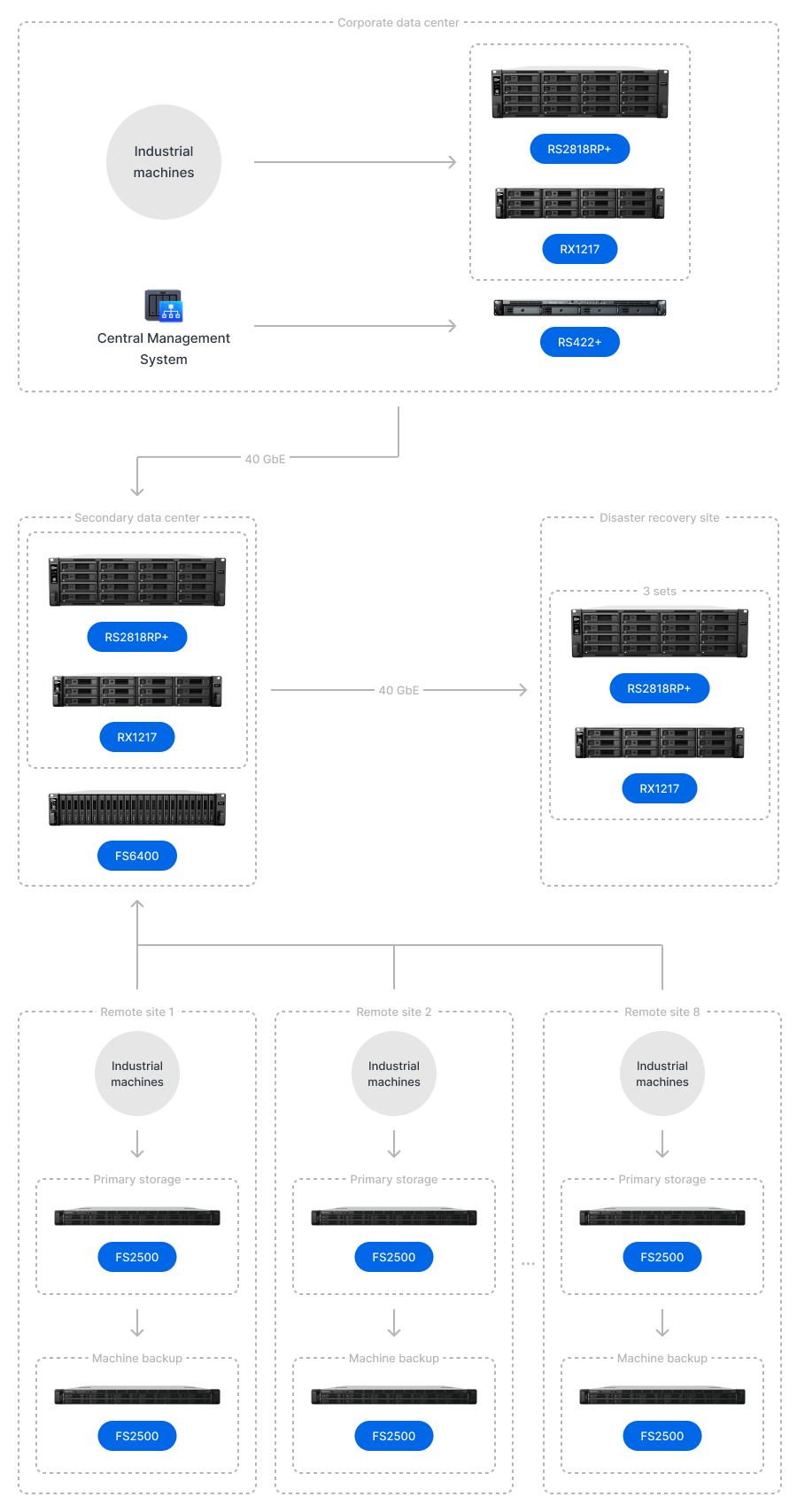
Mountville Mills relies heavily on the operations of their industrial machines, specialized tools that are used for producing rubber and other materials that they sell to customers. These machines have high data performance requirements, and must be online at all times for production to continue. They utilize Veeam Backup & Replication to protect this data, and were looking for a reliable and cost-effective storage repository to protect against system failure. Additionally, they needed their new backup solution to be more secure, and provide a more intuitive user experience.
The Solution
Mountville Mills decided to go with Synology as a Veeam storage repository and backup destination for their industrial machines. They found the FS2500 to be a cost-effective and reliable SAN server that could easily be deployed across multiple sites and configured remotely once installed. Mountville also utilizes high availability with their Synology systems to ensure that they are able to maintain operations, even if the main servers fail or lose power. Finally, Mountville is able to use a smaller NAS unit to manage security updates for all devices from one location, and is able to monitor the health and performance of their servers and individual drives using Active Insight.
The Benefits
Synology provides Mountville Mills with a cost-effective and reliable backup destination that is compatible with the Veeam software they use to protect their industrial machines. The high availability brings peace of mind, and has helped Mountville in several situations when their main server has failed or lost power. Finally, Synology's monitoring tools allow Mountville to see all server and drive activity from one location, and even push security updates to all devices from one location.
Mountville Mills is a manufacturing company specializing in industrial mats, as well as other high-quality rubber mat products. Founded in Georgia in 1963, Mountville Mills now operates over 640,000 square feet of manufacturing plants and employs more than 1,000 people across North America and Europe.
Ask our experts for demos, product recommendations, and deployment advice.
Bonfire Labs utilizes all-flash arrays and high-speed file server to collaborate with remote editors
PT Amerta Indah Otsuka backs up its entire data platform with Synology
Butler University implements 3-2-1 backup of 900 TB of data across three different locations


